|
Protul EN-5522 Inch Seri O-Ring Ölçü Saptama Sistemi |
|
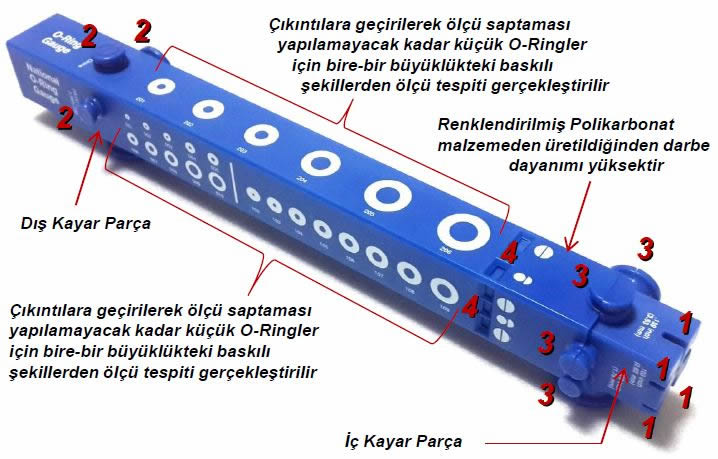
Protul EN-5522 İnç O-Ring Ölçü Saptama Sistemi AS568 Standartları ile üretilmiş olan 1.78mm / 2.62mm / 3.53mm / 5.33mm ve 6.99mm kesitlerindeki standart O-Ringlerin tam ölçülerini belirlemek amacıyla geliştirilmiştir. Sistem iç içe geçen 2 parçadan oluşur. İçteki parçanın 1 ile gösterilen ucunda yeralan çentik şeklindeki girintiler yardımıyla önce ölçümü yapılacak O-Ringin hangi kesitte (1.78, 2.62, 3.53, 5.33 veya 6.99) olduğu saptanır. O-Ring hangi çentiğe uygunsa, aparatta ölçüm için o çentiğin bulunduğu yüz kullanılır. Daha sonra O-ring, önce dıştaki kayar parça üzerinde bulunan ve şekilde 2 ile gösterilen çıkıntıya geçirilir. Akabinde O-Ringin serbest tarafı da içteki kayar parça üzerinde bulunan ve 3 ile gösterilen yarım dairesel çıkıntıya geçirildikten sonra içteki kayar parça ok yönünde kuvvet uygulamaksızın ileri itilerek 2 ve 3 numaralı çıkıntılar arasında kesinlikle gerdirmeden/uzama yaptırmadan konumlanacak şekilde boşluğu alınır. Bu esnada işlemin yapıldığı aparat yüzünde yeralan ve 4 ile gösterilen küçük pencere içerisinde görülen numara okunarak O-Ringin ölçüsü belirlenir. |
|
 |
Dikkat : Bu Aparat ile sadece İnç seri O-Ringlerin Ölçü Tespiti yapılır! |
 |
|
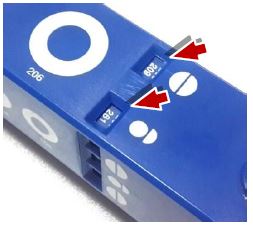
| Aparat üzerinde yeralan küçük pencerelerden ölçümü yapılan O-Ringin AS568 kodu (Dash #) rahatlıkla okunur. | |
|
Inch Seri O-Ring Ölçüsü Belirleme Adımları |
 |
 |
|
İçteki parçanın 1 ile gösterilen ucunda yer alan çentik şeklindeki girintiler yardımıyla önce ölçümü yapılacak O-Ringin hangi kesitte (1.78, 2.62, 3.53, 5.33 veya 6.99) olduğu saptanır. |
|
 |
Daha sonra O-ring, A) Eğer ölçüsü kurtarıyorsa (küçük çaplı ise) önce dıştaki kayar parça üzerinde bulunan ve şekilde 3 ile gösterilen yarım dairesel çıkıntıya geçirilir. Akabinde O-Ringin serbest tarafı da içteki kayar parça üzerinde bulunan ve 3 ile gösterilen yarım dairesel çıkıntıya geçirildikten sonra içteki kayar parça ok yönünde kuvvet uygulamaksızın ileri itilerek yarım dairesel çıkıntılar arasında kesinlikle gerdirmeden /uzama yaptırmadan konumlanacak şekilde boşluğu alınır. B) Eğer ölçüsü kurtarıyorsa (Büyük çaplı ise) önce dıştaki kayar parça üzerinde bulunan ve şekilde 2 ile gösterilen tam dairesel çıkıntıya geçirilir. Akabinde O-Ringin serbest tarafı da içteki kayar parça üzerinde bulunan ve 3 ile gösterilen yarım dairesel çıkıntıya geçirildikten sonra içteki kayar parça ok yönünde kuvvet uygulamaksızın ileri itilerek 2 ve 3 numaralı çıkıntılar arasında kesinlikle gerdirmeden/uzama yaptırmadan konumlanacak şekilde boşluğu alınır. |
|
Bu esnada işlemin yapıldığı aparat yüzünde yeralan ve 4 ile gösterilen küçük pencere içerisinde görülen numara okunarak O-Ringin ölçüsü belirlenir. |
|
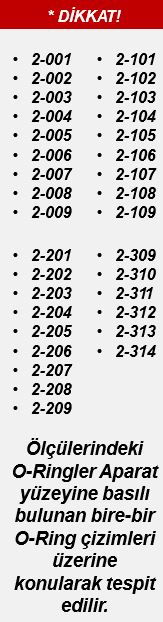
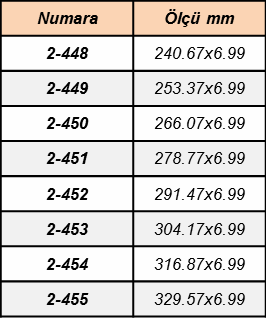
Protul EN-5522 ile belirlenebilen O-Ring Ölçüleri 1. Bölüm |
 |
 |
 |
 |
|
Protul EN-5522 ile belirlenebilen O-Ring Ölçüleri 2. Bölüm |
 |
 |
 |
 |
|
|